Marc Simoens is responsible for the quality assurance and quality control of the incoming refurbishment components for pressure containing equipment at Dow’s chemical plant in Terneuzen, The Netherlands. Heat Exchanger World recently caught up with him to talk about his work, the challenges he faces with heat exchanger pipes and tubing, and the advice that he would like to pass on to would-be suppliers, manufacturers, and endusers to Dow.
^ Dow’s plant in Terneuzen in the south-west of The Netherlands.
Article By John Butterfield
Work and background
Marc has worked at the Dow Terneuzen chemical plant for more than thirty-five years. There, he is responsible for the quality assurance and quality control on component deliveries for the maintenance of pressure-containing equipment (PCE). In addition, he performs shop inspections and quality audits at manufacturers and suppliers of valves, pipes and tubing, fittings, bolting, castings, and other PCE equipment. He also draws up inspection procedures and organizes pre-inspection meetings, if necessary, to ensure that goods delivered to the Terneuzen plant comply with Dow’s requirements and specifications, and that they are in accordance with international standards such as API, ASTM, ANSI, DIN, and BS.
Graduating back in 1979, after gaining a degree in Mechanical Engineering, he commenced work as a mechanical draftsman/designer before starting work at Dow in 1980 as a contractor, helping them set up the ‘Material Quality Control’ department in Terneuzen. He eventually joined Dow in 1985. Throughout his working life, he has attended courses on internal and external auditing, statistical quality control, materials science, and non-destructive testing. In 1999, he graduated as a certified PCE Level 2 Inspector.
Work with heat exchangers
In relation to heat exchangers, Marc inspects all the new, incoming material to the Dow Terneuzen site for maintenance and repair activities. This task mainly involves the inspection of tubing and bolts. “We have a massive number of heat exchangers on site in almost every conceivable size and shape,” says Marc. “The heat exchangers are cooled by various techniques including sea-water cooling, oil cooling, and air-cooling systems. Because of these factors we buy in tubes in several metals and alloys. For example, we use carbon steel, several grades of stainless steels, copper–nickel, duplexes, and titanium. To make the situation even more complex we use welded and rolled-in tubes in the heat exchangers, or a combination of both. Therefore, tolerances are very important regarding the outside diameters of the tube, wall thicknesses, and of course surface finishes.”
Tubes from around the world
Internal defect on new tube 3.1 certified for EC testing.
“Buying-in tubing for heat exchanger replacements has nowadays become a true global business,” continues Marc. “We buy our tubes in, as well as outside, Europe because the market has expended enormously. Having said this, we know the major suppliers of tubing reasonably well so, depending on what is needed, we probably always have a company in mind. We always go for quality. What sometimes complicates the situation is that the producer of the heat exchanger may buy in the tubes themselves, as will, for example, the manufacturer of a vessel, which inevitably means that the tubes can come literally from anywhere in the world. In such cases we have guidelines showing Dow approved manufacturers.”
Controlling heat exchanger tubing
In general, most heat exchanger breakdowns are caused by failing tubes or gaskets. As such, the quality of the tubes is very important in relation to the reliability and lifetime of the heat exchanger. Although Dow is very clear in its specifications and requirements towards its suppliers and manufacturers, Marc will occasionally find deliveries that have to be rejected during his inspections.
Internal defect on a new tube.
“One issue that I came across had to do with three heat exchanger sea-water coolers that were originally equipped with copper–nickel tubing. When it came to replacing these, we were advised to use duplex tubing. In theory this should have been a good solution. However, the tubes that we purchased had, unfortunately, a poor quality and this resulted in leaks within three months. During our root cause analysis and additional investigations by Eddy-Current testing, we discovered that the microstructure of the tubes showed too much intermetallic phase. This caused changes in the mechanical and corrosion properties of the metal of the tubes, which resulted in them being highly susceptible to seawater corrosion. Despite the proof accumulated in the Dow, and other external, reports, and the fact that we had had a breakdown after a few months, the manufacturer tried to convince us that they had produced a good quality product according to the specified standards. This was certainly not the case. As a result, we stopped doing business with this particular manufacturer.”
“Whilst the majority of tubes delivered to Dow never provide reason for concern,” continues Marc “we do come across problems with tolerances, variances in the overall finish, issues with the microscopic structure of the tubes because their heat treatment was not carried out correctly, and issues in the way in which the tubes have been marked by the manufacturer.”
Leak tube, 3.1 certified for EC and hydro-testing.
Dow insists that tubes are marked according to the specified ASTM codes. It needs to see, at least, the actual manufacturer’s name, the alloy consistency, and the heat number written in ink on each tube in an order batch. These markings should also have a 100% correspondence with the supplied certifications in connection with the tubes.
“Some manufacturers,” says Marc “will try to get around the situation by putting 150 tubes in a box and supplying a sticker attached to the box with the stamp attributed to the tubes on it. However, as soon as the box has been opened, the stamp’s relevance to the individual tubes it contains is lost”. We need to have a 100% relationship between the individual tubes and the appropriate 3.1 certificate.”
“We also note down the markings of the individual tubes before they are taken into service, so we know what tube/heat number has been installed. If anything then goes wrong, the tubes can be traced back to the certificate of the manufacturer. In this way, it is possible to ascertain that the correct tubing has been put into the heat exchanger.
You, obviously, can´t do this by just looking at them. You will see no difference between 304 and 316 stainless steel tubing, for example.”
Outside surface defect on a new tube.
However, it is not only the stamping/marking that Marc checks when new deliveries of tubing arrive for maintenance and repair tasks, he will also check that they have been delivered according to the correct standard. His quality checks will also include measurements of the tubes´ outside and inner diameters, wall thicknesses, lengths, and a visual inspection for surface defects, etc.
“Generally,” says Marc “tubing inspection is much better nowadays than it was twenty years ago when there were more issues and problems. Today, we have tightened up our specifications, so manufacturers and suppliers know exactly what quality we require. This is important because when ordering tubes, the specifications have to be unambiguous and complete. The marking, certification, manufacturing standard, heat treatment, tolerances, surface conditions, NDE examinations etc. need to be clearly stated and confirmed by a quotation. As an end-user, you need to perform sample checks, even if the manufacturer has an approved quality system. We have learned this from experience. The manufacturer also has to be aware that if he/she sends us a shipment containing any defects, we will probably find them.”
Consequences of poor deliveries
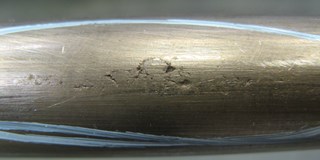
Mechanical marks on new tubes.
What happens when deliveries do not match expectancies has just as much to do with the degree of fault as with situation in the Terneuzen plant at the time. Marc takes up the story: “If we find critical defects in a delivery, we reject it, and it will be returned to the supplier or manufacturer. However, if there are only minor defects/deviations, then we may decide that the order is still ‘fit for purpose’. However, even then we always ensure that safety & reliability have first priority. Regardless of the decision, we will enter an official complaint to the supplier, taking photos of the defective tubing and sending them back with a report explaining why the quality of the tubing is not as was stipulated.”
“Whenever we submit a complaint, we ask the manufacturer to run a root cause investigation as we want them to consider their own mistakes and to find out what exactly went wrong in their production process, and how they will rectify this to ensure that the same mistake cannot occur again. If they come back to us with adequate solutions, showing that they have implemented corrective actions then we will consider the matter closed. Nevertheless, we will warn them that we will carry out extra inspections in the future, so they had better make a thorough examinations of their deliverables before forwarding them to us. This helps.”
A word of advice
Measuring the wall thickness.
We asked Marc, if he could pass on a word of advice to suppliers and manufacturers, what would this be? Marc: “I know that some of them have tried to cut costs by reducing manpower in their production processes and quality departments, whilst at the same time trying to increase production.
In practice, this does not work if you want to produce a ‘state-of-the-art’ product. Producing tubes is a complex process that asks for continuous control of all parameters.
If a producer has a certified QA system, then it must be certain that all its employees are trained and have access to all its work instructions. – Achieving a quality assessment is step one, implementing the system and making sure everyone follows the work instructions is step two.”
“You get what you inspect, not what you expect.”
“On another note, I would literally ask any manufacturer to follow our requirements and specifications to the letter ‘T’. We always make sure that these are very clear, and not open to misinterpretation. If anything should not be understood, then it should be queried in an early stage.”
Recommendations for end-users
“End-users should never blindly trust the quality systems of a manufacturer. We know of countries where state-owned companies can simply ‘buy’ their certifications. Further, always check a company’s certifications. If in doubt, consult the certifying organization. Sometimes it happens that companies were certified long ago but have since lost these credentials, though they still promote themselves under these abilities. It is always better to be safe than sorry.”
Micro structure: New seamless Duplex tubes showed high concentration of intermetallic’s (darker phase).
“Additionally, make sure your specifications are complete (as mentioned above) and perform incoming sample checks, or perform a final inspection at the manufacturer’s – certainly when it concerns a critical application. If you ask for Eddy-Current testing, then request a ‘circular threshold’ test as opposed to the standard minimum and maximum thresholds. Note that standard Eddy-Current testing will accept a hole through a wall with a certain amount of volume, depending on the calibration hole used. Moreover, for a critical application, an additional NDE like US testing is required to detect small transfer cracks.”
“Order tubes as ‘minimum wall’ instead of ‘average wall’ thicknesses. It will cost more but it will have a positive effect on their lifetime and the minimum required wall thickness is guaranteed.”
“Moreover, initiate a non-conformance report in cases of deviations and ask for an official root cause and corrective actions to avoid reoccurrences in the future.
At the same time, at Dow, we inform manufacturers that if they receive three or more non-conformance reports in a year, they risk that we will stop doing business with them.”
Google Earth
Detail of the wall thickness of this seamless Duplex tube after being in service for only a few months. It resulted in several leak tubes.
When researching a new supplier, Marc always recommends going to Google Earth to check what their plant looks like. He has twice had the experience with new bolting and tubing manufacturers that their so-called ‘plants’ were in a villa neighborhood. They, in fact, supplied products manufactured by another (official) manufacturer and ordered the tubes and bolting with a specific logo/name on it, before re-supplying with their own ‘modified’ 3.1 certificate, thereby pretending they were the manufacturer. This is not allowed and is considered fraud. (Most standards say only the manufacturer who witnessed the full production and final testing of a product can take the full responsibility for the product and its associated certification. Only these manufacturers may put their stamp on a product.)
You are currently viewing a placeholder content from Google Maps. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.