

Article By Patricia Dauxerre, Communications Department, Polysoude, Nantes, France
___

Fig. 1. Shemes of standard applications in the field of tube-totube-sheet welding

Fig. 7. Macrographic section of a fully penetrated tube-to-tube-sheet
joint welded behind the tube plate.
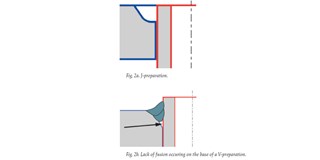
Fig. 2 J-preparation & V-preparation.
If good thermal conduction is requested, the gap between the tube and the bore must be eliminated by a slight expansion of the tube. A gap is necessary for the assembly of the apparatus before the welds are carried out, but if clearances become too great, problems of repeatability may occur. However, it is difficult to specify a maximum amount of gap; it depends on the demanded weld quality and the thickness of the tube. But a strong expansion of the tubes inside the tube sheet must never be carried out before automatic welding. A strong expansion (with or without longitudinal grooves in the bore) almost always causes explosive degassing effects, which make automatic welding impossible.

Fig. 3. Composed of a portable power source

Fig. 4. Closed welding head

Fig.10. Example of welding flush tubes to a tube-sheet
with three Polysoude TS 8/75 welding heads
using external wire feeders

Fig. 5. composed of a power source
In most cases, the welding equipment used for tube-totube-sheet welding is strictly adapted to the kind of application and the desired level of automation; four main types exist using a power source and a dedicated welding head.
- For the execution of fusion welding without the addition of filler wire , the welding equipment features three controlled axes (gas, current, rotation) is composed of a portable power source (Fig. 3) and a closed welding head (Fig. 4).
- The welding equipment, including four controlled axes (gas, current, rotation, wire), is composed of a stationary installed power source –portable power sources are rarely used for these applications: there is no need for the machines to be carried –and an open welding head. The equipment is suitable for single pass welding; two passes must be welded in two separate steps.
- The welding equipment fitted with five controlled axes (gas, current, rotation, wire, AVC) is composed of a power source (Fig. 5) designed to control six axes and a welding head of the type TS 8/75 with AVC configuration. The equipment allows the chaining of several passes with filler wire. Raising the torch between the different passes can also be programmed and is carried out without interruption of the weld cycle. This welding equipment is also used for low protruding tubes from the tube-sheet. The AVC slide is not mounted in the same axis as the tube axis but with an angle to optimise the arc length control.
- The welding equipment furnished with six controlled axes, (gas, current, rotation, wire, AVC, motorised diametre adjustment), comprises a PC power source and a welding head of the type TIG 20/160. The equipment allows multi-pass welding (two or more passes); the torch can be displaced in a radial direction.

Fig. 8. Standard preparation

Fig. 6 Welding of flush tubes

Fig. 9. Welding equipment fitted with four or five controlled axes

Fig. 11. Protruding tubes

Fig. 13 TIG 20/160 welding

Fig. 14. Example of recessed tube welding.
Welding of protruding tubes
Protruding tubes are always welded with addition of filler wire, but in some cases the weld i begins with a fusion pass. Note that torches with an angle of 15° are preferentially used with thin-walled tubes (1.6–2.11 mm), thus melting the inside can be avoided. Torches with an angle of 30° are applied for thick-walled tubes (from 2.5 mm onwards) if there is sufficient space with regard to the tubes around (reduced pitch).
Conclusions