Featured Story – The use of explosion clad metals to extend the lifeand reduce the capital and operating costs of heat exchangers
The use of corrosion resistant alloys significantly extends the life of heat transfer equipment. Explosion bonded clad provides the corrosion resistance of a more expensive alloy with the strength of steel thus providing a highquality, low-cost option for heat exchangers.
^ Fig. 1. A clad tubesheet prior to drilling.
Heather Mroz, Technical Development Manager Heat Transfer, Broomfield, Colorado, USA
Introduction
Fig. 2. An arial view of a clad tubesheet inside the factory at NobelClad.
Heat exchangers used in the oil and gas, chemical, petrochemical, power generation, mining and marine industries are often exposed to aggressive processing environments. Steel used in these environments is subject to failure by crevice and pitting corrosion as well as stress corrosion cracking. Corrosion resistant alloys have become the preferred material of construction for process equipment. The caveat exists, however, in using these materials when pressure, temperature and size demand thicker plate material.
The use of corrosion-resistant alloys in these situations therefore becomes considerably more expensive than its steel counterparts. Clad equipment combines the enhanced performance of corrosion resistant alloys with the strength, ease of fabrication, and low cost of steel. Clad manufacturing fabrication processes are well-developed. On top of this, performance reliability has been demonstrated for decades, with clad equipment in-service all over the world, making it a dependable option.
The history of clad in process industries
Clad is a composite of two or more layers of different metals. There are three common processes used to manufacture clad for process equipment: Explosion cladding, hot roll-bonding, and weld overlay. While each of these cladding technologies has technical and commercial niches, none compare with explosion cladding in terms of versatility, industrial acceptance, and fabrication capability.
Explosion cladding is widely integrated in modern equipment manufacturing processes; namely to add thin layers of corrosion-resistant alloy metal, enhance heat transfer, eliminate galvanic corrosion at piping transitions, or to permanently join metals without mechanical fasteners.
Atmospheric explosion clad
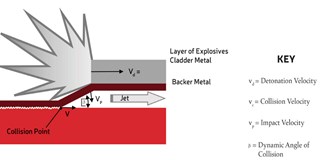
Fig. 3, once the explosives are detonated, the plates collide at a high velocity
While commonly referred to as simply ‘explosion cladding’, atmospheric explosion cladding refers to an explosion welding process at or near atmospheric pressure. Unlike vacuum explosion cladding which is performed in a vacuum chamber with a smaller explosive charge, explosion cladding uses a highenergy explosion to produce bond strength. Due to the dramatic nature of the process, it must be performed with tight process control, thus by a company with an in-depth knowledge of metallurgy, explosives and clad quality systems.
Explosion cladding uses the energy of an explosive detonation to achieve welding between two metal plates. Prior to the event, the cladder and backer plates are positioned at a controlled distance using standoffs. An explosive formulation, which is precisely calculated for the plate combination, is placed on top of the cladder plate.
As shown in Fig. 3, once the explosives are detonated, the plates collide at a high velocity. The momentum exchange at the collision point creates a series of highly localized events which result in welding. The subsequent explosion clad interface is consistent and strong. Both the sheer strength and tensile strength of the bond exceed the strength of the weaker metal.
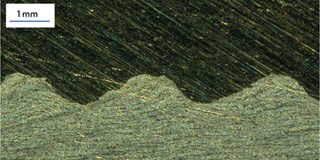
Fig. 4. The wavy interface of an explosion bond.
A large amount of heat is generated during the explosion, but the event occurs in milliseconds. Without adequate time for heat transfer no bulk heating occurs and the metals experience no dilution. Explosion welding is a ‘cold welding’ technology and therefore can be used to weld over 280 metal combinations including those that cannot be joined by conventional fusion welding joining. Metals that are not compatible at elevated temperatures may be explosion welded.
Production welding of incompatible metals is not possible with high temperature processes such as weld-overlay and hot roll bonding. Explosion cladding is classified in EN 14610, EN ISO 4063 and American Welding Society (AWS) WHC3.09 as a solid-state welding process. Many reactive metals can be clad directly to common backer metals. However, in the case of high strength, high ductility metals, a metallic interlayer is used to ensure a highquality bond.
High energy explosion cladding yields significantly larger clad plate sizes and thickness vs. vacuum cladding and other methods. The wave structure (Fig. 4) obtained from the high energy bonding process produces a higher bond strength across the plates providing higher protection from dis-bonding during:
• Plate rolling and welding,
• Head forming and welding
• Tube sheet drilling
• Tube-to-tube sheet welding
• Equipment operation and weld repairing.
About Heather Mroz
Heather Reuther Mroz is the Technical Development Manager for Heat Transfer at NobelClad, a division of DMC Global Inc. NobelClad is the producer and global supplier of DetaClad™ (NobelClad Broomfield CO, Phone 720.498.9428 email h.mroz@nobelclad.com). She holds a degree in Mechanical Engineering from North Carolina State University and has worked in the heat exchanger industry for over twenty years, in engineering and management positions at Alfa Laval, HydroThermal and Xylem
Shell and tube heat exchangers
Heat exchangers frequently require corrosion resistant alloy components for protection from either process fluids or corrosive cooling water. In many installations the tubes and tube sheets are the only alloy components, the remainder of the equipment can be carbon steel. Clad tube sheets can provide a surface which is galvanically compatible with the tubes at a considerable cost savings over a solid alloy tube sheet. In severely corrosive environments, the tube sheets may be clad on both sides and clad may be used for the shell and head of the heat exchanger.
Other types of heat exchangers
Welded spiral heat exchangers have become an increasingly common solution in duties involving viscous or abrasive media in corrosive environments. As in the shell and tube heat exchanger, clad can provide an economic solution for covers and other components. Similarly, welded block style heat exchangers are often used in highly corrosive environments. Clad plate can offer an economical way to protect covers, nozzles, and other heat exchanger components.
Clad pipe and bimetallic transition joints
Combining titanium or zirconium with less expensive metals like carbon steel or stainless steel offers the anticorrosion benefits of reactive metals at a significantly reduced cost and with fewer design limitations. As a result, explosion-welded titanium and zirconium reduce capital expenditures and improve the reliability of key chemical processing equipment such as reactors, columns and heat exchangers. Now, these same benefits are available for piping systems and elbows under high pressure environments. Due to the highly specific nature of these designs and specifications, close cooperation with the explosion clad manufacturer is essential for success.
Bimetallic fluid transition joints are used to join dissimilar metals for easy field welds and to eliminate galvanic corrosion. Refrigeration joints are used to connect aluminum or copper heat transfer equipment to stainless steel piping. Explosion welded joints provide reliable connections in critical cryogenic applications in LNG and ASU plants.
Economic advantage of using explosion clad
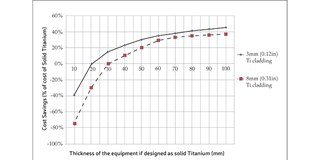
Fig. 5, the cost savings of a typical titanium clad equipment is given
In many cases, the use of explosive welded plate to manufacture heat exchanger components can reduce the capital expenditures of the heat exchanger and significantly extend the service life of the equipment. Most explosive welded plate equipment also demonstrates eliminated downtime, and improvements in terms of end-product quality. As mentioned, engineers typically prefer clad when thicker walls are required, as clad can offer significant cost reduction. Clad may also be beneficial when better thermal conductivity is needed.
In Fig. 5, the cost savings of a typical titanium clad equipment is given. As the required wall thickness increases, cost savings from titanium cladding increases.
Significant reductions in capital equipment costs are found with all alloys, but are more pronounced with titanium, zirconium and tantalum, as well as with other more exotic metals. Market conditions change frequently so partnering with a reliable clad supplier is the best way to determine where, specifically, clad makes sense for a given heat exchanger project.
X
You are currently viewing a placeholder content from Google Maps. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.