

Portable Enerpac flange facing machines have reduced plant downtime during heat exchanger maintenance by leading engineering contractor, IN-SITU Group, at the RAPID plant in Southern Malaysia. The machining of each heat exchanger flange was completed within 24 hours.
Text courtesy of Enerpac, all images sourced from In-Situ Group
different mounting diameters.
Heat exchangers are widely used in the petrochemical industry. Shell and tube removable-bundle, outside packed, floating head exchangers are widely used in processes where corrosive liquids or gases are circulated through the tubes. Ease of inspection and tube replacement are key benefits of the heat exchanger design. In the case of this project, seven shell and tube (S&T) heat exchangers needed to be taken offline at the RAPID plant (Refinery and Petrochemical Integrated Development project or Pengerang Integrated Petroleum Complex) for retubing.
The challenge
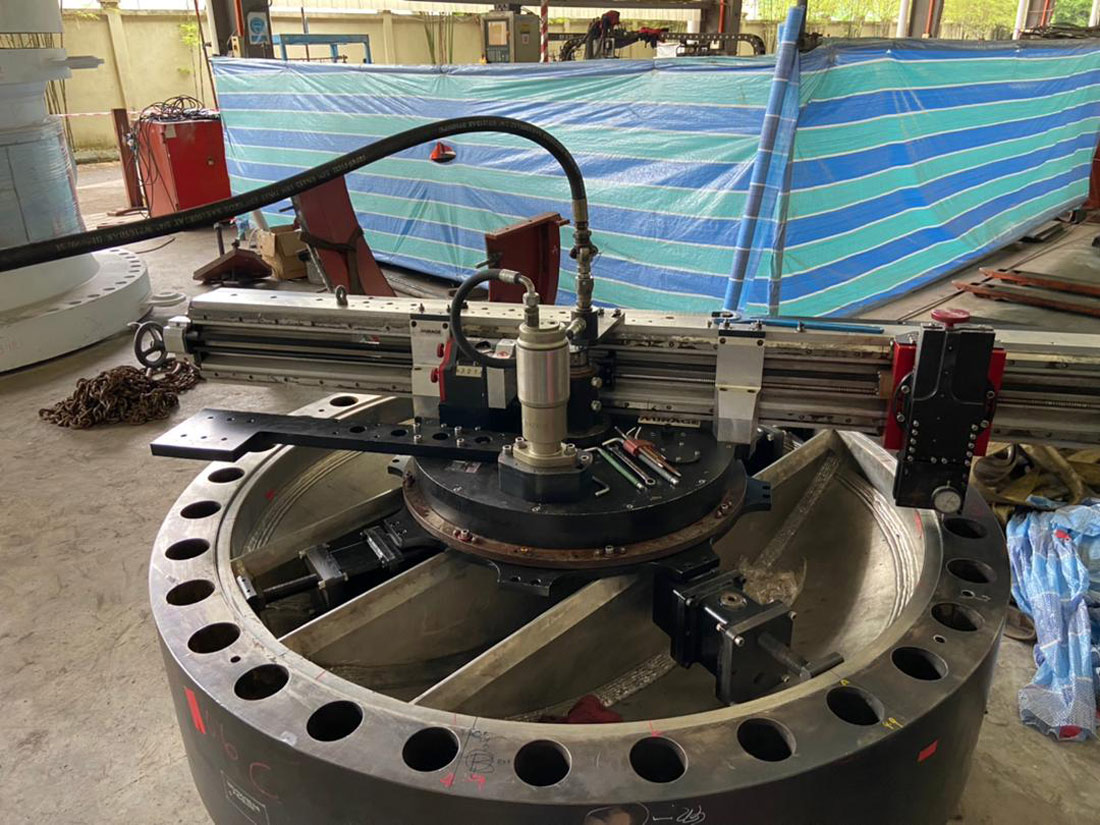
As the seven heat exchangers needed retubing, the front and back flanges were removed as well as the tube sheets and floating head flanges: 49 flanges in total. The flanges were metal-to-metal sealed and so the flange surface must be defect free, without scratches and dents, and as smooth and flat as possible to ensure an excellent, long-lasting seal. The 49 flanges were inspected for their face flatness and 20 found to be out of tolerance. These were machined to meet the metal-to-metal sealing requirements. The largest flanges machined measured 2744mm outside diameter and 1850mm inside diameter.
The solution

For this kind of project, a portable flange facing machine is essential, it is simply impractical to send the flanges off-site for machining. Two Enerpac Flange Facing machines were selected: MM1080ie and MM3000i. The durable machines work in a similar way to a gramophone player, with the cutting tool traveling in a spiral path across the face of the flange. A flange with a spiral grooved finish is less liable to leakage, as any gas or liquid is forced to travel in the long spiral path rather than across the flange face. The MM3000i, 1150-3050 mm mounting diameter, Internal Mount Flange Facing Machine uses fixed gears to produce six continuous groove gramophone finishes to ASME Standard. The MM1080ie offers a greater diameter range from 0 to 3000 mm and can be mounted internally or externally. The cutting tool on both machines rotates about a powered swivel post to produce a continuous groove.
“The time needed to set-up the Enerpac flange facing machines and complete the flange face machining was less that 24 hours per flange,” said Gary Cheah, sales and service engineer, IN-SITU Group. “The client was impressed with the quality of the machining. We completed the inspection and machining of the flanges ahead of the two months allowed for the job, enabling the client to bring all seven heat exchangers back on stream earlier than planned.”
About the company
In-Situ Group of Companies is a well-established engineering solutions company providing specialized services to the oil and gas industries, Power generation, Petrochemicals, marine and fabrication Workshop. its main office is located in Kuala Lumpur. Since starting operations in 2000, In-Situ has established branches in Terengganu, Johor, and Bintulu.