
Stainless steels alloyed with a high percentage of Chromium, Nickel, and Molybdenum have been widely popular as a material in the construction of heat exchanger tubing (as well as pipes, fittings, plates, and more) for demanding and highly corrosive process conditions such as acids and salts, as well as operating in high temperatures. The two most used alloys in this segment are UNS N10276 and UNS N06022. Another alloy, UNS N06059, is gaining popularity as a material used in severe corrosive environments.
Venkat Ramesh – Global Product Manager (Heat Exchanger tubing) and Shabareesh Nair – Director (Technical Marketing Asia), Tubacex Group, Spain

UNS N06059, also referred to as Alloy 59, is a suitable alternative within Chromium, Nickel, and Molybdenum alloys depending on process conditions. This gives flexibility to material selection engineers on the choice of material depending on technical and commercial aspects. This material has been used for many years, mostly in the form of plates or welded tubes. This article will discuss its suitability for seamless tubular applications. UNS N06059 has good resistance against a multitude of corrosive media under oxidizing and reducing conditions, against chlorine-induced pitting and crevice corrosion, as well as resistance against stress cracking. This alloy was already used in the fertilizer industry for melamine processes and in the power generation industry for Flue Gas Desulphurization applications (plates and welded tubes). It was then explored for other applications within the mid- and downstream hydrocarbon industry, working with formic, acetic, hydrochloric, and sulfuric acid, and more. This article highlights the corrosion properties and applications of Alloy 59 in the stainless steel seamless tube category in more detail.
Critical alloying elements
Extremely low carbon and silicon mean there is no tendency for grain boundary corrosion.

A high percentage of Chromium, Molybdenum, and Nickel lead to a high resistance to chlorides. Higher Molybdenum in Alloy 59 compensates for the absence of Tungsten, or N10276/N06022, leading to better thermal stability.
Corrosion properties
The high chromium content gives them good anti-corrosion properties in oxidizing media, while
the molybdenum content also protects them from corrosive attack in reducing media. The high nickel content makes them insensitive to stress corrosion cracking. Purest form of Cr-Ni-Mo with minimal Fe and absence of other alloys such as Cu and W (which are resent in other C-Alloys). Excellent resistance against a multitude of corrosive media under oxidizing and reducing conditions. Outstanding resistance against chloride-induced pitting and crevice corrosion, as well as resistance against stress corrosion cracking. Excellent resistance in mineral acids such as nitric, phosphoric, sulfuric, and salt acids, but especially against sulfur/salt acid mixtures. excellent resistance in contaminated mineral acids. Good resistance to Hydrochloric acid over entire concentration range up to 40-degree C.
Table 1 – Chemical composition (key elements)
| C Max | CR | Ni | Mo | Co | Al | Others | |
| N 06059 | 0.01 | 22-24 | 56-63 | 15-16.5 | <0.3 | 0.1-0.4 | Si <0.1 |
| N 10276 | 0.01 | 15-16.5 | 51-59 | 15-17 | <2.5 | W <4.5 | |
| N 06022 | 0.015 | 20-22 | 51-60 | 12.5-14.5 | <2.5 | W 2.5-3.5 |
Alloy 59 approved with both European and ASTM, Designations 2.4605/NiCr23Mo16AI, N 06059, Standard ASTM B

Table 2 – PRE Number (Pitting resistance equivalent) using Cr + 3.3 Mo + 30 N
| Grade | PREN range |
| N06059 | 75-77 |
| N10276 | 68-70 |
| N06022 | 64-66 |
| Alloy 31 | 52-54 |
| Alloy 625 | 51-52 |
Table 3 – Mechanical Properties
| Rp0.2 Min | Rp1.0 Min | Rm | A2″% | Impact J/Cm2 | |
| Min. req VdTüv WB505 | 340 | 380 | 690-900 | 40 | 225 |
| Min. req B 622 | 310 | na | 690 | 45 | na |
| K33 (N06059) | 444 (avg) | 478 (Avg) | 836 (avg) | 62 | 229 |
| Higher yield strength of Alloy 59 vs N10276/N06022 allows for use a smaller wall thickness in seamless tubular applications allowing for reduction in cost and weight. | |||||
Applications
Refinery
Crude Distillation Units overhead condensers are prone to hydrochloric acid condensation (dew point corrosion) leading to accelerated corrosion on tube OD side. Alloy 59 is an option in such environments and as it has good resistance to chloride induced pitting or stress corrosion which is helpful on tube ID if it has cooling water with high % of chlorides. Gas units Sulfur Condensers- Often subjected to severe corrosion due to sulfuric acid dew point corrosion. In some cases, carbon steel has life of less than one year. Alloy 59 is suitable alternative in such harsh environments. Alloy 59 can also be used in narrow temperature and concentration range for handling HF acid in Alkyl units HF catalyst. For Bio / Green diesel plants, Hydrotreating units Alloy 59 can be used for resistance to corrosion against fatty & Carbonic acids.
Petrochemicals—Acetic Acid/Formic Acid/ Sulfonic Acid
boiling test 50% H2SO4 + 42g/litre Fe2 (SO4)3.
Condensers and other components are prone to heavy corrosion when acids are contaminated by oxidizing chlorides. Formic acid reduces but can shift to oxidizing in the presence of contaminants. The use of nickel-containing stainless steels like Alloy 59 can help to mitigate corrosion in such process conditions, while corrosion severity depends on the method of acetic acid production.
Anhydrous acetic acid can increase the corrosion rate. Hot acetic acid and the presence of chlorides can also increase corrosion rates. Alloy 59 works well in both oxidizing and reducing conditions, making it an ideal candidate for tubes, pipes, and more. The performance of the various alloys largely depends on the characteristics of the contaminants contained in the organic acids, and on operating temperatures. From tests, it was concluded that Alloy 59 is the best material for use in acetic and formic acid up to 300 degrees centigrade.
Flue Gas Desulfurization
There are different absorbents used to remove sulfur from exhaust emissions. In most cases, there is a possibility of the formation of sulfuric acid as a byproduct under high temperatures which causes severe corrosion. Alloy 59 works best in these conditions when compared to C alloys. It is the purest form of Cr-Ni-Mo with minimal Fe and therefore gives the best results.
Ammonium Sulphate
Ammonium sulphate can be one of the absorbents to remove sulfur in FGD. Saturated ammonium sulphate solution with 10,000 ppm of chloride and pH of 1 at 93˚ C was stimulated by syncrude. Alloy 59 gave the best results. This construction often gives a life of 20 plus years.
Fluoro Chloro Compounds
Manufacturing of Fluoro Chloro compounds involves Hydrochloric acid (HCl)/Hydrofluoro acid (HF)/dichloro methane as by-products. Fluorides and chlorides, which are part of the Halide group, cause severe pitting corrosion, which accelerates further with concentration and temperature. The materials used in operating such conditions need high PREN and Alloy 59 can be used. This material has one of the highest PREN which works well in oxidizing and reducing conditions.
 temperature increments).")
Geothermal Power Plants
Geothermal fluids containing dissolved CO2, H2S, NH3, and chloride ions, can cause corrosion of metallic materials. Therefore, the safe utilization of geothermal systems depends on material selection. Corrosion types encountered in geothermal systems include: uniform corrosion, pitting corrosion, sulfide stress corrosion cracking (SSC), hydrogen embrittlement, and erosion corrosion.
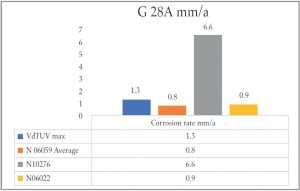
For high temperature geothermal fluids, it is suitable to use Ni-Cr-Mo alloys as a material. Alloy 59, having very similar Mo content to UNS N06022, has also shown outstanding pitting corrosion resistance in highly saline geothermal environments of near-neutral pH at 150˚ C. By having high amounts of Molybdenum in the alloy, the influence of temperature on pit nucleation and repassivation can be significantly reduced.
| Media | N10276 | N06022 | 59 |
| ASTM G28A | >500 | >500 | 40 |
| ASTM G28B | >500 | 339 | 4 |
| Pitting attack | severe | severe | none |
| Intergranular attack | severe | severe | none |
Welding
Low carbon and silicon content mean good weldability without susceptibility to hot cracking. Weld consumables in Alloy 59 have extra low carbon. High nickel filler metal with Chromium and Molybdenum can be used for MIG, TIG, or plasma arc welding to itself or other nickel-based alloys. Alloy 59 weld overlay has proven to be effective in other Cr-Ni-Mo alloys, Alloy 625, and even super austenitic alloys such as 6 Moly. This holds a low sensitivity to hot cracking. Alloy 59 has the lowest corrosion rates in weld zones tested with high chlorides and low pH, compared to N10276/N06022.
In Conclusion
Alloy 59 is quite versatile material as it can be used in oxidizing and reducing conditions. One of the purest Cr-Ni-Mo alloys has a minimum of unwanted alloying elements which makes it have excellent corrosion resistance. Alloy 59 also has good weldability features and can be used as an option to other Cr-Ni/Mo, C-Grades. It is also available in other forms such as plates/scheduled pipes, large OD pipes, fittings, flanges, and more.
About the authors
 M Venkat Ramesh, Global Product Manager, Heat Exchanger tubes, Tubacex, has worked more than 17 years in stainless seamless tube and pipe industry in different roles including Sales, Business development, Key Account, Technical marketing and as Product Manager. He has worked closely with some of the refineries and chemical companies involving suggestions and resolving corrosion issues, material testing, material upgrade suggestions etc. He has published technical articles in Leading Industrial Magazines and presented a paper at NACE in the past.
M Venkat Ramesh, Global Product Manager, Heat Exchanger tubes, Tubacex, has worked more than 17 years in stainless seamless tube and pipe industry in different roles including Sales, Business development, Key Account, Technical marketing and as Product Manager. He has worked closely with some of the refineries and chemical companies involving suggestions and resolving corrosion issues, material testing, material upgrade suggestions etc. He has published technical articles in Leading Industrial Magazines and presented a paper at NACE in the past.
 Shabareesh Nair, Technical Marketing Director-Asia, Tubacex, has a Bachelor’s in Mechanical Engineering, and a Post Graduate Diploma in Marketing Management. Having a total industry exposure of 15 years, the last 12 years have been exclusively with the Stainless Steel industry and has been associated with a similar industry before joining Tubacex. At Tubacex, responsibilities include developing hydrogen value proposition in Asia, Technical Marketing support to the regional offices in Asia and identifying and developing new business applications/ opportunities.
Shabareesh Nair, Technical Marketing Director-Asia, Tubacex, has a Bachelor’s in Mechanical Engineering, and a Post Graduate Diploma in Marketing Management. Having a total industry exposure of 15 years, the last 12 years have been exclusively with the Stainless Steel industry and has been associated with a similar industry before joining Tubacex. At Tubacex, responsibilities include developing hydrogen value proposition in Asia, Technical Marketing support to the regional offices in Asia and identifying and developing new business applications/ opportunities.
About this Technical Story
This Technical Story was first published in Heat Exchanger World Magazine in March 2024. To read more Technical Stories and many other articles, subscribe to our print magazine.
Technical Stories are regularly shared with our Heat Exchanger World community. Join us and share your own Technical Story on Heat Exchanger World online and in print.