

^ Fig 5. Photograph of the complete set-up for internal corrosion.
Article by Nicolas Larché, Josefi n Eidhagen, Sandra Le Manchet, Hervé Marchebois, Ulf Kivisäkk, and Dominique Thierry, Institut de la Corrosion, Brest France
1. Summary
2. Introduction
 In the project, super austenitic UNS S31266 was used as tube plate and showed very good galvanic compatibility with UNS S32707, and similar high Pitting Resistant Equivalent Number (PREN) close to 50 (cf. PREN of more commonly used super duplex and super austenitic stainless steels is closer to 40). UNS S32707 and S31266 have similar open circuit potential (OCP) in the range of +600mV/SCE (Saturated Calomel Electrode) in chlorinated seawater at 30°C [9]. From this background it was proposed to further investigate higher temperatures in chlorinated seawater to assess the internal pitting resistance of UNS S32707 tubes expanded in UNS S31266 tube plates, using controlled full scale seawater flow loops. In parallel, laboratory exposures have been performed to assess the limits of use of the selected stainless steel grades regarding temperature and the residual chlorine content.
In the project, super austenitic UNS S31266 was used as tube plate and showed very good galvanic compatibility with UNS S32707, and similar high Pitting Resistant Equivalent Number (PREN) close to 50 (cf. PREN of more commonly used super duplex and super austenitic stainless steels is closer to 40). UNS S32707 and S31266 have similar open circuit potential (OCP) in the range of +600mV/SCE (Saturated Calomel Electrode) in chlorinated seawater at 30°C [9]. From this background it was proposed to further investigate higher temperatures in chlorinated seawater to assess the internal pitting resistance of UNS S32707 tubes expanded in UNS S31266 tube plates, using controlled full scale seawater flow loops. In parallel, laboratory exposures have been performed to assess the limits of use of the selected stainless steel grades regarding temperature and the residual chlorine content.
3. Experimental procedure
3.1. Materials


Fig. 1 Metallographic observations of UNS S32707 (top)
etched electrolytic in NaOH-7N and UNS S31266
(bottom) etched in aqua regia.

Fig. 2 Schematic drawing of the expanding of UNS
S32707 tubes on UNS S31266 tube plates.

Fig. 3 Welding parameters and schematic drawing for
the welding of S32707 tubes on S31266 tube
plates with N06022 filler metal.

Fig 4. Schematic drawing and temperature calculations
of the set-up of the seawater cooled model
tube heat exchanger
The microstructure of all the tested alloys was checked with optical microscopic examination according standard NFA 05- 150 12/85. A normal duplex (austenite/ferrite) microstructures with 50%-ferrite content was found for S32750 and S32707. A normal austenite structure was found for UNS S31254 and S31266. None of the tested materials shown microstructure defects. The typical aspect of microstructure of the etched UNS S32707 and S31266 is shown in Fig. 1.
3.2. Heat exchanger testing
Calculations were done to reach internal skin temperatures of 85°C and 95°C [8]. With bulk seawater at 35°C, it corresponds to regulation of the external heating blocks at 135°C and 155°C, respectively. To increase the heat flux even more, an additional test was performed for six month with 20°C circulating seawater. To get an internal skin temperature of 95°C the external heating blocks were regulated to 170°C. All the test conditions are gathered in Table 3.
To monitor possible corrosion activity in the seawater, calibrated reference electrodes (AgAgCl/KCl/Gel) were fixed in each seawater loop and high-impedance (>1011Ω) corrosion potential data loggers were used to continuously measure and record the open-circuit potentials (OCP). A photograph of the whole test set-up with the internal seawater loop is presented in Fig. 5.

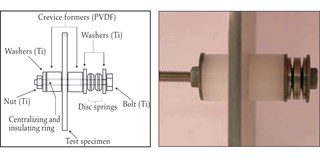
3.3. Laboratory Crevice Corrosion Testing
4. Results
4.1. Heat Exchanger testing
4.1.1. Control of monitoring system

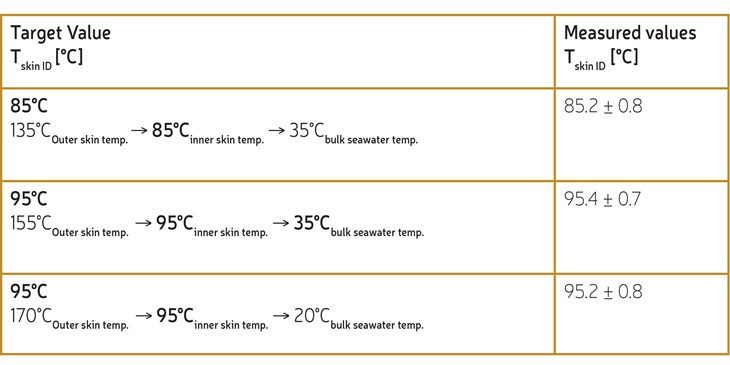

Fig. 7. Open-circuit potential vs time curve of UNS S32707/S31266 exchanger for the two heat fluxes of 135°COD temp → 85°CID temp → 35°Cseawater and 155°COD temp → 95°CID temp → 35°Cseawater for 18 months in 0.5 ppm chlorinated seawater

Fig. 8. Open-circuit potential vs time curve of UNS
S32707/S31266 exchanger for internal corrosion
testing at heat flux of 170°COD temp → 95°CID
temp → 20°Cseawater, for 6 months in 0.5 ppm
chlorinated seawater (2 replicates).

Fig. 9. Photo of the internal surface of UNS S32707
tube in contact with flowing chlorinated (0.5 ppm)
seawater tested with the heat flux 135°COD temp →
85°CID temp → 35°Cseawater, for 18 months
(no corrosion)

Fig. 10. Photo of the internal surface of UNS S32707
tube in contact with fl owing chlorinated (0.5 ppm)
seawater tested with the heat flux 155°COD temp →
95°CID temp → 35°Cseawater, for 18 months
(no corrosion).
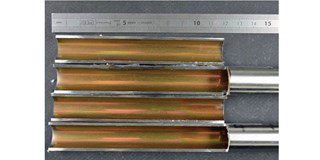
Fig. 11. Photo of the internal surface of UNS S32707 tube in contact with fl owing chlorinated (0.5 ppm) seawater tested with the heat flux 170° COD temp → 95° CID temp → 20° Cseawater, for 6 months (no corrosion).

Fig. 12. Visual inspection of one of the S31266/S32707 welds and S31266 tube plate in contact with flowing chlorinated (0.5 ppm) seawater at 35°C for 18 months (no corrosion).

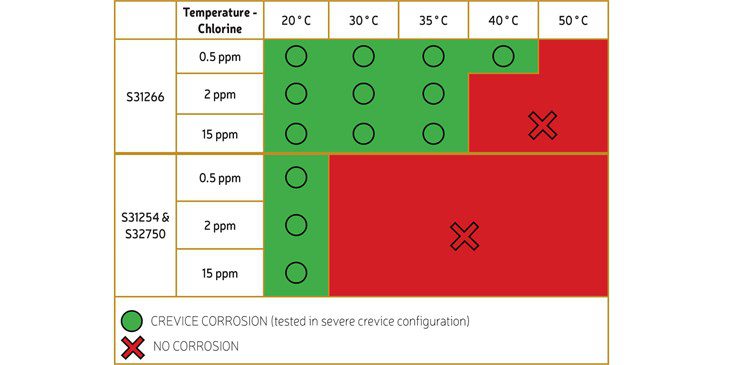
Fig. 13. Summary of the crevice corrosion results using CREVCORR assembly with the severe 20 N/mm² gasket pressure
4.1.2. Potential measurement
4.1.3. Visual inspection
4.2. Laboratory crevice corrosion testing
5. Conclusions
6. References
[1] J. Houben, Cooling Water Reliability, an End-Users View, MTI EUROTAC, 2006
[2] Strandmyr O. and Hagerup O., Field Experience with Stainless Steel Materials in Seawater Systems, Corrosion’98, Houston, NACE, paper N°. 707, 1998.
[3] Havn T., Material Engineering and Fabrication Experiences, Corrosion, NACE paper N°56, 1995.
[4] Johnsen R., North Sea Experience with the Use of Stainless Steel in Seawater Applications, EFC Publication 10, The Institute of Materials, 1993
[5] N. Larché, D. Thierry, V. Debout, T. Cassagne, J. Peultier, E. Johansson and C. Tavel-Condat, Crevice Corrosion of Duplex Stainless Steels in Natural and Chlorinated Seawater, Duplex World 2010, October 11-13 2010.
[6] H. Yakuwa, M. Miyasaka and K. Sugiyama, Evaluation of Crevice Corrosion Resistance of Duplex and Super duplex Stainless Steels for Seawater Pumps, Corrosion, NACE paper N°09194, 2009.
[7] A. M. Grolleau, H. Le Guyader and V. Debout, Prediction of Service Life of Nickel Based Alloys N06625 and N06059 and Super Austenitic Stainless Steel S31266 in Seawater using InHouse Crevice Corrosion Tests, Nace corrosion, paper N°09192, 2009.
[8] N. Larché, D. Thierry, “Corrosion performance of 25%Cr super duplex stainless steel for different seawater applications,” Stainless Steel World Conference, (Maastricht, Netherlands, 2011)
[9] D. Thierry, C. Leballeur, N. Larché, “Galvanic series in seawater as a function of temperature, oxygen content and chlorination,” CORROSION 2016, paper no. 7058 (Houston, TX: NACE, 2016), p. 7-8.
[10] ASTM A789/A789M-13 (latest revision), “Standard Specification for Seamless and Welded Ferritic/Austenitic Stainless Steel Tubing for General Service” (West Conshohocken, PA: ASTM)
[11] “Sandvik SAF 2707 HD-Tube and pipe, seamless,” Datasheet updated 2016-03-14 14:09, http://smt.sandvik.com/en/materials-center/material-datasheets/tube-and-pipe-seamless/sandvik-saf-2707-hd/ (July 11, 2016)
[12] “UR™66: A high strength super austenitic stainless steel with PRENW = 55,” http://www.industeel.info/products/stainlesssteels/super-austenitic/ ur-66/ (July 11, 2016)
[13] B. Espelid, Development of a New Crevice Corrosion Qualification Test for Stainless Steels, Stainless steel world , 2003.
[14] Standard ISO 18070:2015, Corrosion of metals and alloys — Crevice corrosion formers with disc springs for flat specimens or tubes of stainless steels in corrosive solutions, 2015
[15] R. Francis, Factors affecting gasket selection for stainless steels in seawater. Corrosion, NACE paper N°. 07262, 2007.
[16] N. Larché, P. Boillot, P. Dezerville, E. Johansson, J.M. Lardon, D. Thierry,Crevice corrosion performance of high alloy stainless steel and Ni based alloy in desalination industry Desalination and Water Treatment , Volume 55, Issue 9, 2015
7. Acknowledgement
Pascal Moullec is acknowledged for the design and support of the full scale seawater fl ow loop.