
Most heat exchangers that have tube-side cooling water will experience some degree of fouling. It is very important for the owner-operator to understand the factors influencing the fouling rate so that it can be managed in a way that maintains a desired heat duty over a certain time between cleanings. The use of integrally cold formed ID grooves to enhance the heat exchanger efficiency has been a common practice in the refrigeration industry for over 30 years. However, the question arises often in other industries such as power generation and petrochemical: Is it safe to use these types of enhancements without risking the possibility of increased fouling?
By Craig Thomas, Director of Technical Sales, NEOTISS, Inc., Rebecca Osteen, Research Engineer, Southern Company.
Two types of ID enhanced tubes that will be discussed in this article are the Helix™ tube which has spirally corrugated or indented grooves at near 90 degrees to the tube axis; and the NEOTISS Microfin ID (shown in the photo in combination with OD low-in) which has ID fins at approximately 45 degrees angle to the tube axis. The Helix tube has been used in Steam Condensing shell-side with cooling water tube side, and the HPT Fin Tube combined with Microfin ID) has been used in a wide variety of services with the most common being refrigerant condensing shell-side with cooling water tube-side.


How does the ID enhancement benefit the process?
The spiral grooves create more turbulence inside the tube and disrupt the normal fl ow regime. This increases the pressure drop and friction factor at the tube wall, which in turn increases the heat transfer rate. For the HPT Fin Tube with Microfin ID the approximate expected gain on the tube-side is 80% in heat transfer rate and 60% in pressure drop. And for the Helix tube, it is a 30-40% increase in both heat transfer and pressure drop. Of course, these are averages, and each case must be evaluated separately on their unique process conditions. How to take advantage of these enhancements depends on the customer goals. In a debottlenecking or retrofit case, there is the possibility to increase heat duty and throughput without having to build a new or larger shell, piping, and foundation. In a new equipment case, it can lead to a smaller heat exchanger, or the ability to use the available pressure drop more effectively. If it can be shown that the increased turbulation inside the tube also reduces the fouling rate, then this would be another long-term benefit. However, even more important is to make sure that there is not an increase in the cooling water fouling rate with the enhanced surface that offsets the performance gains over time.
Southern Company test results
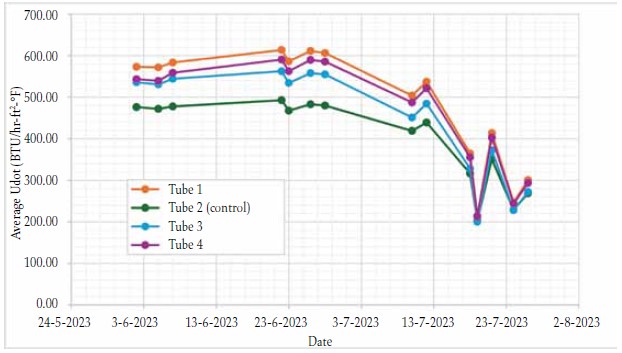
A set of Helix tubes was tested in a pilot-scale steam surface condenser at Southern Company’s Water Research and Conservation Center near Atlanta, GA to determine the heat transfer performance of the Helix tubes compared to the performance of a smooth condenser tube. A test program was conducted monitoring biological fouling development over time and its impact on heat transfer. Three titanium Helix tubes were installed alongside one titanium smooth condenser tube as a control in the pilot condenser. For the initial fouling test, standard operating conditions of the cooling water were set to a flow rate of 25gpm, a temperature rise of 15°F, and a conductivity of 400μS/cm.
Table 1 shows a significant degradation in overall heat transfer for all four tubes over the duration of the testing with the formation of fouling. The Helix tubes maintained high performance over the control tube for the first half of the test program, with a 16-21% higher average overall heat transfer coefficient. The test on July 10 showed a drop in heat transfer for all four tubes, indicating the onset of significant fouling. The results indicate that the Helix tubes can provide an improvement in overall heat transfer >15% when condenser cleanliness is maintained. In conditions where fouling is present on the tubes, both overall performance and performance relative to the control tube decrease due to the added heat transfer resistance of the fouling. However, even under fouled conditions, the performance of the Helix Tubes was higher than the control tube in all tests. Taprogge balls were used to clean the tubes (one-time cleaning, not continuously) and proved effective in removing biofouling on all tubes to restore performance. These tests were conducted at a range of operating conditions to evaluate performance at different cooling water flowrates and temperature rise. The overall heat transfer coefficients for all four tubes were lower under fouled conditions, but the fouled Helix Tubes consistently maintained a higher average overall heat transfer coefficient than the fouled condenser tubes.
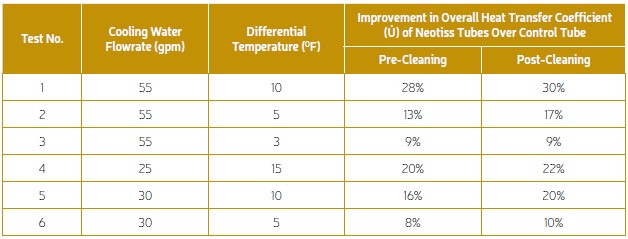
The comparative performance of the tubes at a heat input and flow rate that most closely represent real power plant conditions at full load showed the average heat transfer coefficient of the Helix tubes was 28% and 30% higher than the control tube in the pre- and post-cleaning tests, respectively. The test results indicate that the Helix tubes did not foul at a higher rate than smooth tubes and that higher performance can be maintained even when fouling is present.
Potential impact to full-scale power plant
The results of the tests conducted in the HTL can be used to estimate the potential impact of the NEOTISS™ Helix Tubes on overall power plant heat rate, fuel costs and CO2 emissions intensity. A curve fit equation was determined for the ratio of the helix tube heat transfer coefficient to the control tube heat transfer coefficient. The equation was applied to typical heat transfer rates Q’ and heat transfer coefficients U· of a baseload 2-on-1 natural gas combined cycle unit with a capacity of 900 MW and a heat rate of 7,000 BTU/kWh at four operating modes:
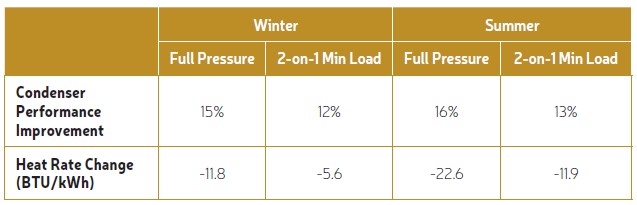
- Winter conditions; full pressure
- Winter conditions; 2-on-1 minimum load
- Summer conditions; full pressure
- Summer conditions; 2-on-1 minimum load

Table 4. Summary of annualized estimated heat rate improvement and fuel cost savings
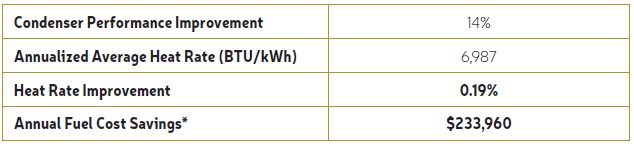
A condenser heat transfer improvement was calculated for each operating mode, and an annualized heat rate improvement was calculated by assuming that the plant operated in each mode 25% of the year. These are shown in Tables 3 and 4, respectively.
Performance comparison Smooth Bore vs Microfin ID
Neotiss has conducted performance tests to validate the heat transfer and pressure drop gains relative to smooth bore tubing in cooling water. The results shown below confirm up to 80% heat transfer increase over smooth bore and 60% increase in pressure drop. The ID surface area increase is 15%, and therefore most of the performance benefit is coming from the increased turbulation of the water.
Additional tests planned
Additional tests are currently underway to compare the fouling rates of smooth vs Microfin ID in a seawater biofouling environment. The effectiveness of various online cleaning systems with various types of ID enhanced tubes will also be evaluated.
Cleaning and maintenance
Based on interviews with companies that service commercial water chillers (where over 90% of the tubes have internal fins), they report that cleaning methods are basically the same as with smooth bore, with exception that there are special brush designs to better fit into spiral grooves and these are sold by the companies who manufacture heat exchanger cleaning systems and tools. They further note that frequency of cleaning is important for both smooth and enhanced tubes in order to prevent any scale build up. Once the scale hardens then a chemical cleaning is needed to descale before the brush cleaning is resumed. In some cases, with dirty seawater, online cleaning systems such as Taprogge are used, and these systems have been reported to work on both smooth and enhanced surfaces.
Summary and conclusions
The recent test data collected by Southern Company on the Helix tube appears to be consistent with prior research indicating that internally grooved tubes do not lose their performance advantage over smooth surfaces in a cooling water fouling environment. This is also consistent with the 30+ years of installation experience in the refrigeration industry with all types of cooling water and spirally grooved ID tubes. If the benefit were lost over time due to increased fouling rate, then this technology certainly would not have become the industry standard accepted practice for use in commercial chillers world-wide. The efficiency of these chillers is carefully measured while in service. However, because operating field data is rarely shared or published across industries, it is important to continue testing and measuring fouling rates under controlled conditions which can help us to select the optimal fin geometry from both a performance and maintenance perspective.
About the authors

Rebecca Osteen works as a Research Engineer in Southern Company’s Research & Development organization. After earning her Bachelor of Chemical Engineering from Auburn University in 2013, she began her career as a Programs Engineer at Southern Nuclear’s Plant Hatch. In 2015, she transitioned into R&D supporting the generating fleet R&D program. She has worked in several different research areas including wastewater treatment, water conservation, heat rate and plant performance. Currently, Rebecca’s primary research focus is on environmental sustainability, which includes identifying gaps and evaluating technologies to improve water use and environmental stewardship of Southern Company’s existing generating fleet. She is also developing long-term strategies to minimize environmental impacts of the Southern Company fleet in a low-carbon energy future.

Craig Thomas has over 30 years of experience in the area of enhanced heat transfer and applications engineering related to shell and tube heat exchangers. He is a member of the National Association of Corrosion Engineers, The Materials Technology Institute, Heat Transfer Research Inc., and The American Society of Heating, Refrigerating and Air-Conditioning Engineers. He is currently a Director of Technical Sales for NEOTISS – High Performance Tubing, a manufacturer of welded heat exchanger tubing, and enhanced surface heat transfer tubing, with manufacturing sites in the USA, France, China, India and Korea. Craig has a degree in Engineering Science from Loyola University Maryland. He currently resides in Nashville TN.
About this Technical Story
This Technical Story was first published in Heat Exchanger World Magazine in September 2024. To read more Technical Stories and many other articles, subscribe to our print magazine.
Technical Stories are regularly shared with our Heat Exchanger World community. Join us and share your own Technical Story on Heat Exchanger World online and in print.